
大口径聚乙烯(PE)给水管施工方法及注意事项
聚乙烯(PE)管道随着应用领域的范围增多,市场的需求量也不断增加,为更好地满足市场需求,我公司生产的PE给水管规格从20mm-630mm增加到20mm-1200mm。大口径聚乙烯(PE)给水管主要以热熔对接的方式进行施工,在施工上与中小口径的PE管有些许不同,下面针对大口径PE管材在施工时应注意的事项进行说明。

一、焊机的选择
热熔对接方式所用设备是热熔对接焊机,热熔对接焊机一般可分为手动热熔对接焊机、半自动液压热熔对接焊机和全自动液压热熔对接焊机三类。大口径聚乙烯(PE)给水管施工以半自动液压热熔对接焊机和全自动液压热熔对接焊机为主。应根据管材的公称外径、壁厚或SDR值,选择适应的焊机型号。
二、焊机使用前检查
1、检查焊机机架是否正常移动、电压正常。(380V 三相电)
2、调节使用压力。(工作压力4-6MPa)
3、加热板是否正常加热(接通电源前需擦拭干净)。
4、是否可正常保压、泄压。
5、液压油是否正常(油量在油箱容积的2/3以上,不宜过满)。
6、铣刀刀片是否可正常铣削。
7、设定好加热时间等数值。
三、PE热熔对接焊机操作步骤
1、检查焊接各个部件是否运行正常。
2、清洁管材外表面、内外端口。
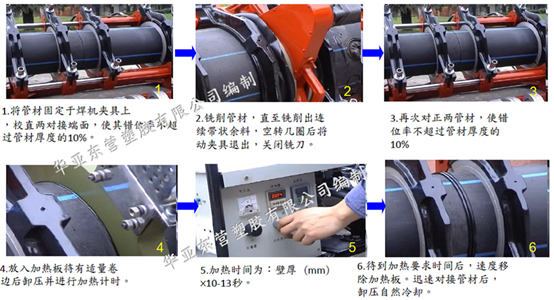
3、将两管材固定在焊机夹具上,测试拖动压力,并检查管材错口率,错口率以不超过管材壁厚的10%为宜。
4、放入铣刀,铣削两管材管端,整平两管管端并削除管材端面氧化层。
5、再次将两管管端对齐,检查错口率,错口率不超过管材壁厚的10%;
6、放入加热板按照规定的加热温度和时间进行加热(管材的加热温度为220±10℃;加热时间根据管材厚度进行计算,为壁厚×10-13s);
7、放入加热板后,操纵液压系统,动夹具前进,使管材端面紧贴于加热板上;此时,继续加压,使管材端面均匀翻边(翻边目的在于使两端面充分加热,受热均匀),当翻边完成后,将液压系统卸压,开启计时器进入加热时间;
8、加热完成后,迅速取下加热板,操纵动夹具,将两管连接,两管连接完成后形成均匀凸缘,翻边高度一致、宽度一致。同时保持液压系统压力,进入冷却时间,冷却时间为壁厚×1min。
四、PE热熔对接焊机操作注意事项
1、如出现原料粘附加热板的现象,管材焊接两端应重新进行铣削。
2、管材在搬运装卸过程中,禁止抛摔现象发生,以防管材出现损伤。
3、工地出现大风天气时,应对焊接管材的两端进行封堵,避免过堂风现象的发生。
4、如遇低温天气,管材焊接完成后,应对焊口做保温防护,如使用棉被包裹住焊口,避免焊口热量流失过快,造成虚焊。
五、常见问题分析
1、焊机上的油缸电机不工作,可能原因有:
a、检查是否已可靠接零。
b、检查电源输出线是否可靠接实。
2、机架无法正常移动,可能原因有:
a、更换方向阀。
b、调节系统压力。
c、更换快速接头。
d、泄压阀是否未关紧。
3、铣刀无法正常工作,可能原因有:
a、检查铣刀航空插头有无损坏。
b、检查铣刀链条是否完整。
4、加热板不热,可能原因有:
a、检查热电偶是否损坏。
b、检查加热板航空插头是否接触不良。
5、切记,电器原件如有损伤,勿自行拆卸,请找专业电工进行维修。
以上我们具体讲解了大口径PE管材热熔对接的操作方法及注意事项,要特别注意的是,大口径PE管材因为厚度大、重量重,管材在搬运及热熔焊接的过程较中小口径不方便,一定要特别小心谨慎。大家若想知道更详细的施工方法,可登录公司官方网站(http://www.sovip8.com)观看相应的施工视频 (具体观赏流程:公司官方网站→技术支持→施工视频讲解)。